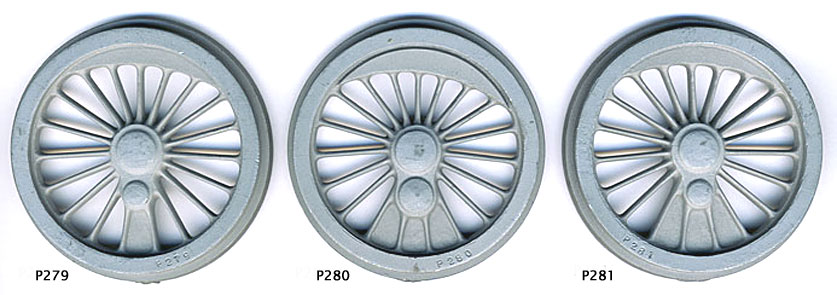
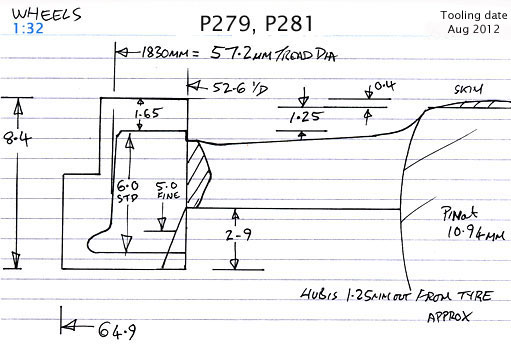
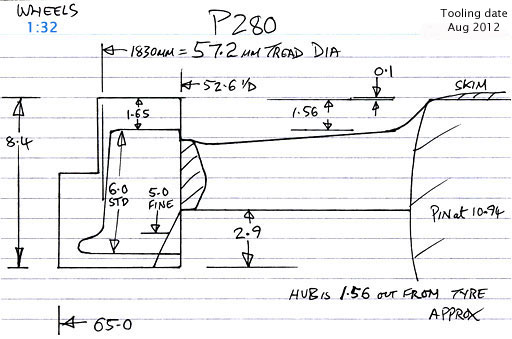
1,830 mm (= 6′ 0″) diam., 19 oval spokes, vee inner rim, 75 mm apparent tread, 140 mm (=5½″) tyre width.
Outer hubs (P279 and P281): 380 mm face dia., 40 mm out from the tyre.
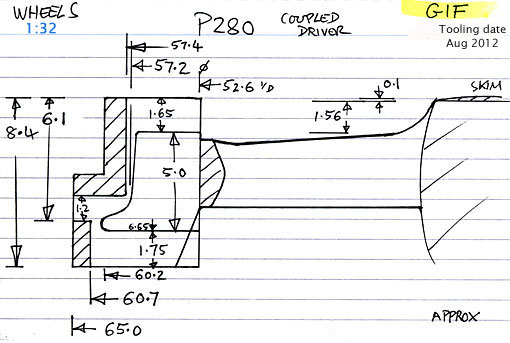
Mid hubs (P280): 380 mm face dia., 50 mm out from the tyre.
Source: works drawing.
Castings: 57.2 mm tread dia., 52.5 mm i/d., outer hubs 1.25 mm out from the tyre, mid hub 1.56 out from the tyre.
Note: the central axle needs to be slightly longer than the outer axles.
1:32 exact scale tyre thickness: 4.4 mm.
Casting prices and stock . Russian loco sets, price list
Scan of the castings in a set for a Russian 2-6-2 C68 (=S68) class

Machined to G1MRA Fine standard
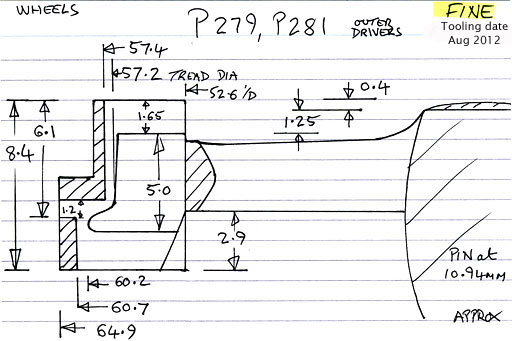
1. mount the casting with its back out and cut the small step on the back.
2. with the front out,
cut the larger step,
face the hub so you leave the whole top face just planed over.
(cut a little high, then another 1 or 2 cuts of 0.01 mm until it looks right).
face the tyre 1.25 mm below the hub.
bore the centre just under the size of the final reamed diameter.
3. with the back out, face the back to give 5.0 mm tyre width.
4. mount the casting on a slightly loose (by diameter) mandrel between two discs, centre it, tighten up, and make the final cut with the fine form tool.
1. mount the casting with its back out and cut the small step on the back.
2. with the front out,
cut the larger step,
face the hub so you leave the whole top face just planed over.
(cut a little high, then another 1 or 2 cuts of 0.01 mm until it looks right).
face the tyre 1.56 mm below the hub.
bore the centre just under the size of the final reamed diameter.
3. with the back out, face the back to give 5.0 mm tyre width.
4. mount the casting on a slightly loose (by diameter) mandrel between two discs, centre it, tighten up, and make the final cut with the fine form tool.
27 Mar 2013